

A large distillery in Kentucky had been working with Kurita for approximately eight months and was producing about 8.7 million proof gallons of distilled spirits annually. Fouling is expected in a distillery due to high mineral content of a plant’s water supply. This particular distillery was facing fouling in the evaporators because of high concentrated mash solids and high temperatures in the evaporators, which caused the dry house to shut down every seven to ten days to clean-in-place (CIP). A dry house is a distillery’s name for the building that contains centrifuges, evaporators, dryers, and the dried distillers grains (DDGS) loadout system. The plant would have to increase steam load and decrease rates in order to maintain efficiency, which is done to keep the syrup solids at a high enough level to efficiently run the dryers. This is common if evaporators are fouled. Shutting down the dry house over this extended CIP period of 12 to 18 hours would require slowing/shutting down the cook and distillation areas, where the mash and yeast are mixed to create the alcohol mixture and then where the alcohol is separated from the mash. This creates a significant loss in overall plant production. The inefficiency of the CIP and shutting down the distillation areas could be up to a loss of 19,400 proof gallons per day during a CIP event.



Due to a very thick layer of calcium oxalate that added 10 to 20 percent to energy costs, Kurita recommended that the evaporator should be hydro blasted prior to using any other form of treatment for cleaning and inhibition. Kurita also recommended that all future CIPs utilize Kurita’s ProClean 815 scale and deposit cleaner with caustic CIPs. ProClean 815 effectively softens and remove mineral scale deposits. ProClean 815 has been used since May of 2019, and the facility has extended their time between CIP events while maintaining evaporator efficiency. The plant is seeing significant improvement in evaporator cleanliness and steam load and efficiency from five to 10 percent with the usage of ProClean 815.
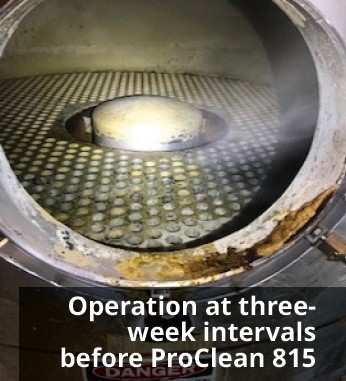
The facility has been able to maintain steam valve position and expected flow rates through evaporators during the three-week period. Additionally, the distillery reduced their water use for CIP events by 25 percent, which will save both steam costs and reduce required chemicals by 25 percent. Kurita is working with the plant to identify automation improvements to reduce physical handling of chemicals during the CIP process and improve safety for employees. Kurita continues to work with the Kentucky distillery to extend runtimes between CIP events with a scale inhibitor trial and the monitoring of the plant’s trend reviews and physical inspections to verify the prolonged runtimes. Together, the plant and Kurita are working toward a clean facility with improved safety, water usage, energy efficiency, and cleanliness.